市场定位:十万吨颗粒有机肥产能,定位于服务全国性或大区域市场,满足大型农场、农业合作社及高端经济作物种植区对标准化、高品质肥料的需求。
核心原料:以畜禽粪便(牛、羊、猪、鸡粪等)、市政污泥、沼渣、农作物秸秆为核心原料,实现废弃物的彻底资源化。
产品矩阵(一线多产):依托本生产线强大的配方与加工能力,可灵活生产三大类高价值肥料,实现市场全覆盖与利润最大化:
纯有机肥颗粒:符合国家标准的优质商品有机肥。
有机-无机复混肥颗粒:添加氮、磷、钾等无机养分(总养分≤15%),实现速效与长效结合。
生物有机肥颗粒:在颗粒包膜阶段添加功能菌种,具备改良土壤、抗病促生的生物功效。
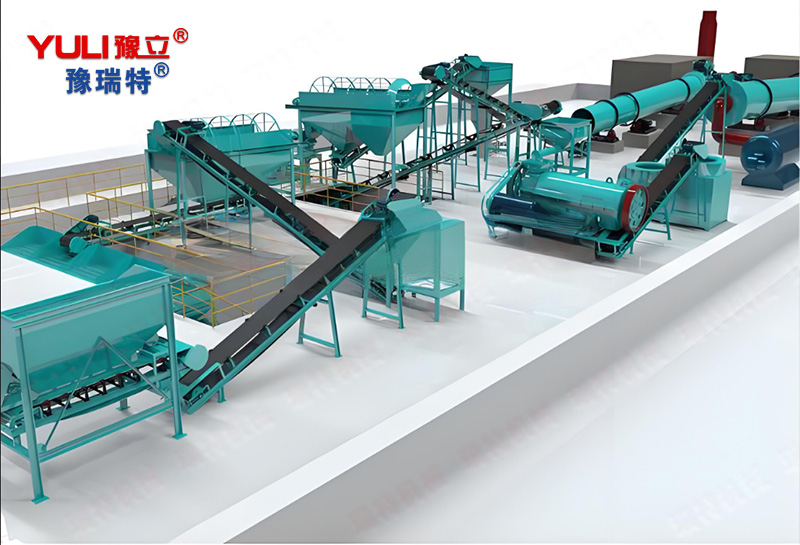
颗粒肥料生产是物理、化学与生物技术的综合应用,工艺远较粉肥复杂。其核心在于“精发酵、深加工、严造粒”,全过程可分为四大系统模块。
为清晰展示物料从原始状态到精品颗粒的完整转化路径,特梳理以下总览流程图:
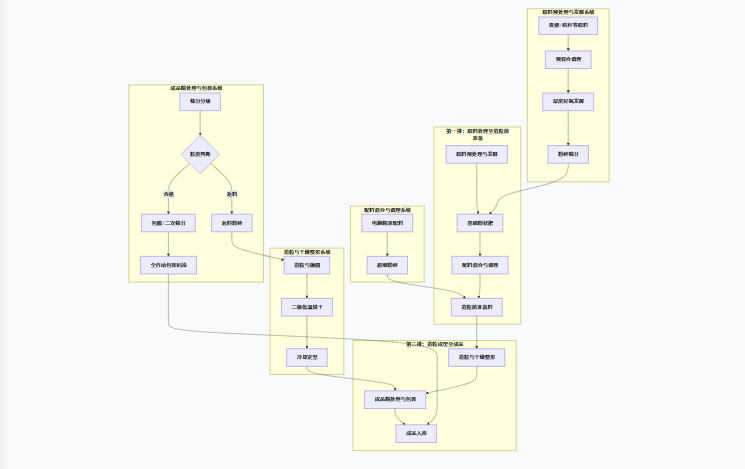
以下为各核心系统的详细解析:
此为保障产品安全与品质的基石。
精准预混:粪便与粉碎后的秸秆等辅料通过独立料仓,经双轴搅拌机科学混合,调节初始碳氮比与含水量。
深度发酵:采用全自动链板式翻抛机在发酵槽中进行好氧发酵。通过PLC控制,实现定时、均匀翻抛,确保物料在60-80℃高温下充分腐熟、杀灭病原,此过程可有效降低水分。
粉体制备:腐熟料经双级粉碎机破碎后,通过滚筒筛筛除杂质,得到均匀的粉状基础有机肥,可直接包装为粉肥,或进入造粒工序。
这是实现产品多元化的“配方重心”。
电脑配料:基础粉肥与膨润土(粘合剂)、腐殖酸以及氮、磷、钾等无机养分,通过多仓电脑配料秤进行高精度计量与配比。
超细混合:配好的物料经双轴搅拌机强力混合均匀后,由立式粉碎机进行超微粉碎,确保所有物料细度达到0.7mm以下,这是后续形成均匀、坚实颗粒的关键前提。
此为颗粒成型的核心物理加工环节。
成型与抛光:微粉物料在造粒机(圆盘或滚筒)中,通过添加少量水分团聚成粒,随后进入抛圆整形机,使颗粒表面光滑、形状规整。
低温干燥:湿颗粒进入两级串联的烘干机,采用“低温大风量”工艺(进口高温,出口温度严格≤65℃),逐步将颗粒水分从约30%降至20%,有效保护肥料中的有机质和活性物质。
冷却定型:烘干后的热颗粒在回转冷却机中与大量冷风充分接触,迅速降温。此过程不仅便于储存,更能冷凝表面水分,显著提升颗粒强度与硬度,最终将成品水分稳定在15%左右。
这是保障商品外观与质量均一性的“最后把关”。
精细筛分与返料循环:冷却后颗粒经滚筒筛分机分级,符合规格的颗粒(通常为2-4mm)进入下一工序,过大或过细的颗粒则被自动分选、粉碎后返回造粒机重新造粒,形成闭路循环,实现原料“零浪费”。
包膜与二次筛分(可选):合格颗粒可进入包膜机,喷涂功能菌液生产生物有机肥,或进行防结块处理。之后进行二次筛分,确保粒度高度均一,提升商品形象。
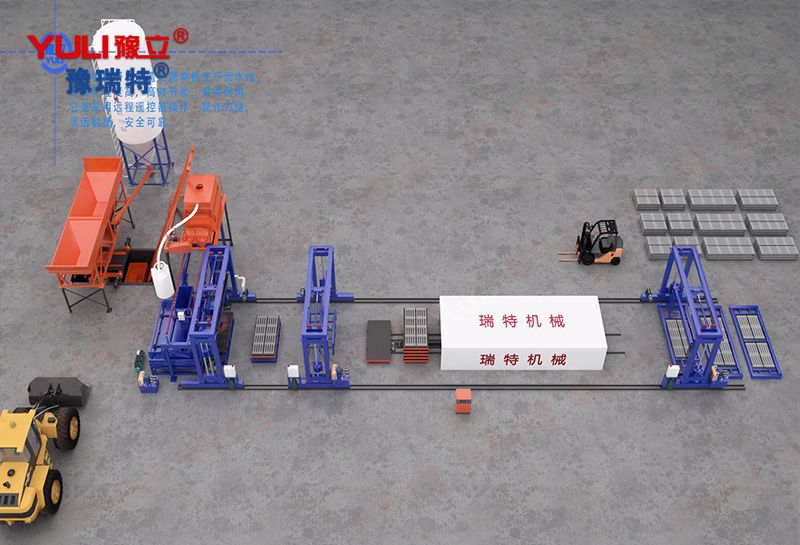
智能包装:成品颗粒由全自动包装码垛生产线完成精准计量、套袋、封口与码垛,全过程无人化,极大提升终端效率。
十万吨颗粒生产线是重型、复杂、连续化作业的装备集成。其设备投入与复杂性远高于同等规模的粉肥生产线。
| 系统模块 | 序号 | 设备名称 | 规格型号/核心要求 | 数量(台/套) | 关键作用与选型要点 |
|---|---|---|---|---|---|
| 发酵预处理系统 | 1-5 | 料仓、搅拌机、翻抛机、粉碎机等 | 同十万吨粉剂线标准,确保提供优质粉状基础料。 | 1套 | 品质源头。为造粒提供稳定、腐熟完全的原料。 |
| 配料混合系统 | 6 | 电脑配料机 | 五仓,全自动触摸屏控制。 | 1套 | 配方执行核心。精度决定产品养分含量稳定性。 |
| 7 | 双轴搅拌机 | RSJ-160,高锰耐磨螺旋。 | 1台 | 混合均匀度保障。 | |
| 8 | 立式粉碎机 | RLF850型,出料细度0.7mm。 | 1台 | 造粒前关键设备。细度直接影响成粒率与颗粒强度。 | |
| 造粒干燥系统 | 9 | 造粒机 | RZ-2*9,内衬耐磨橡胶。 | 1台 | 颗粒成型核心。决定初始粒形与粒径分布。 |
| 10, 11 | 烘干机 | RG-2.4*24m, RQ-22*22m,两级串联。 | 2台 | 低温脱水核心。重型结构,耐高温风机,温控精确。 | |
| 12 | 冷却机 | RL2.2*22m,配大风量风机。 | 1台 | 颗粒定型设备。快速降温增硬,决定成品物理强度。 | |
| 成品处理系统 | 13 | 筛分机 | RS1.8x7,不锈钢筛网。 | 2台 | 颗粒分级把关。实现成品与返料的高效分离。 |
| 14 | 包膜机 | RM-1.5*6m。 | 1台(可选) | 产品增值设备。用于生产生物肥或防结块处理。 | |
| 15 | 全自动包装码垛线 | RZ-5型,含高位码垛。 | 1套 | 终端效率体现。高速、精准,节省大量人工。 | |
| 辅助与环保 | 16 | 皮带输送机 | RP800型,总长超180米。 | 1批 | 产线动脉。连贯所有工序。 |
| 17 | 除尘系统 | 旋风+迷宫+水幕三级除尘。 | 1套 | 环保必备。确保尾气排放达标,保护环境。 |
选型警示:颗粒生产线中的烘干机、冷却机、造粒机属于大型回转设备,其主材厚度、铸件强度、轴承配置直接决定设备寿命与运行稳定性。务必明确采用重型铸钢件(滚圈、齿轮等)及耐高温风机。电机、减速机须为国标产品,并提供关键设备非人为损坏质保。
颗粒生产线因增加了造粒、干燥、冷却、包膜、复杂筛分等众多环节,设备投资额大幅上升。
设备总投资:核心生产线设备(不含发酵部分)投资约 400-600万元。包含完整发酵及预处理系统的整线投资约 700-1000万元。
土建与配套设施:需要更大的厂房(涵盖发酵槽、生产车间、成品库)、更复杂的能源(天然气或蒸汽供热)及环保设施,投资约 300-500万元。
总投资规模:一个装备精良的十万吨级颗粒有机肥项目,总投资通常在 1000-1500万元 或以上,属于重资产投资项目。
生产成本:由于工序复杂、能耗较高,颗粒肥综合成本约 500-700元/吨。
销售价格:商品颗粒有机肥(尤其是有机无机复混肥、生物有机肥)附加值高,市场售价通常在 800-1200元/吨,甚至更高。
利润与回报:年产值可达 8000万-1.2亿元,毛利润空间显著。虽然投资较大,但高品质颗粒肥利润率高、市场竞争力强,静态投资回收期预计为4-6年。同样可积极申请各类环保与资源化政策补贴。
成功关键:
工艺精通:干燥温度、物料细度、返料比等工艺参数需精细调控,需要专业的生产技术团队。
质量管理:建立从原料、半成品到成品的全程检测体系,确保产品符合国家标准。
品牌与渠道:高价值产品需匹配强有力的品牌建设和销售网络。
主要风险:
技术风险:工艺控制不当易导致成粒率低、颗粒强度差、烘干结块等问题。
市场风险:需直面与传统化肥及其他品牌有机肥的竞争。
资金风险:投资额度大,对资金链要求高。
深耕预制混凝土行业十余载,形成成熟制造与服务体系
实力雄厚 · 设备优良 · 质量保证 · 用户至上 · 合作共赢
友情链接:
版权所有 新乡市瑞特机械有限公司 备案号:豫ICP备10026059号-2
13523220009

扫一扫 关注我们

扫一扫 官方抖音